Save Hundreds on Repairs—Learn Pro Techniques to Fix Leaks, Restore Performance, and Avoid Costly Replacements!
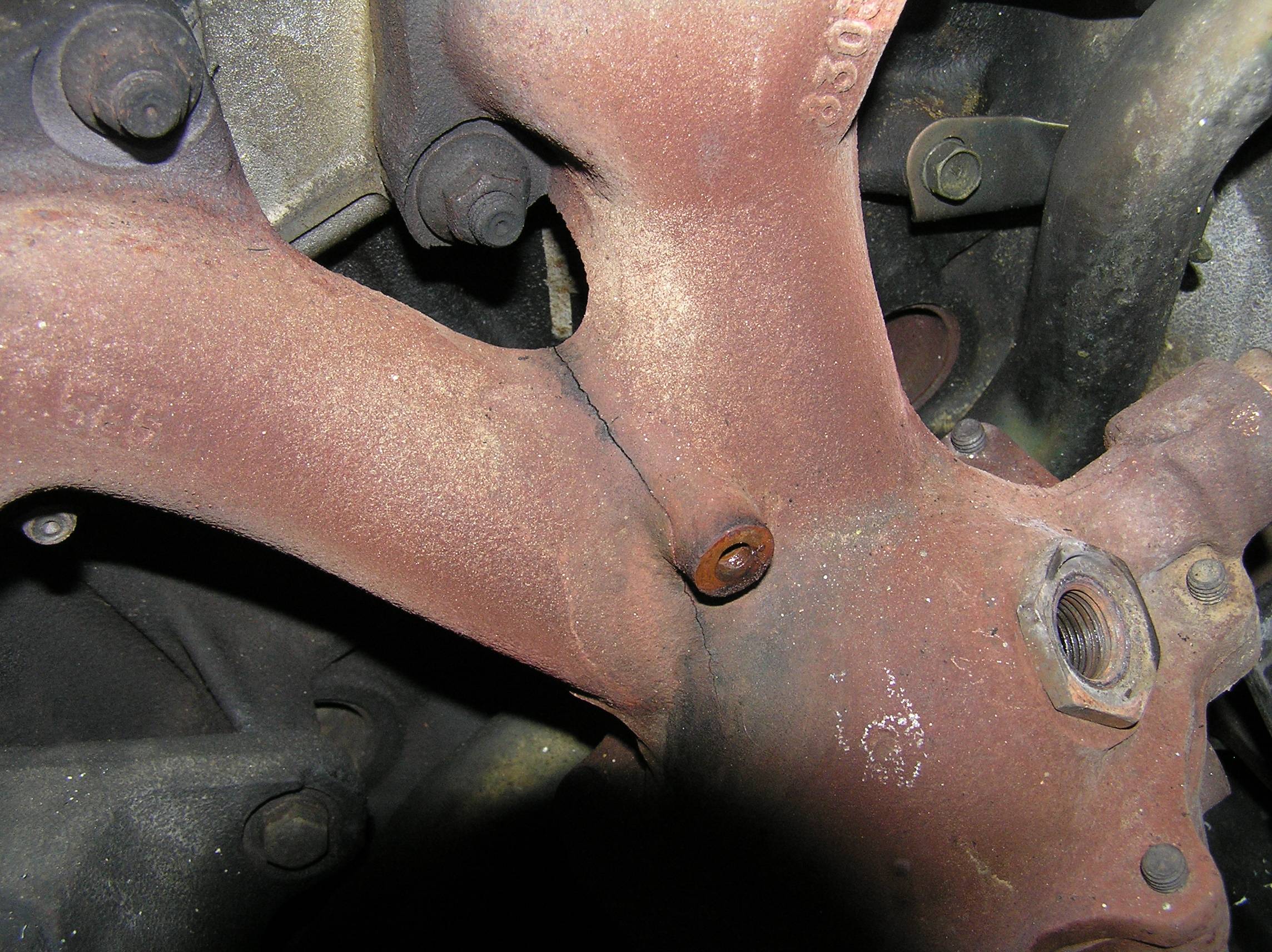
1. Why Exhaust Manifolds Crack ⚠️
Exhaust manifolds endure extreme heat (up to 1,600°F), vibration, and thermal cycling, leading to stress fractures over time. Common causes include:
- Thermal fatigue: Repeated heating/cooling cycles weaken metal.
- Corrosion: Road salt and moisture accelerate rust.
- Poor welds: Factory or aftermarket defects.
- Engine mods: Turbocharging strains stock manifolds.
Key Stat: A cracked manifold can reduce engine efficiency by 10–15% and trigger check engine lights (P0420/P0430).

2. Tools & Materials You’ll Need 🧰
| Tool | Purpose | Cost |
|---|---|---|
| MIG/TIG Welder | For steel manifolds (140+ amps) | 300–1,500 |
| Arc Welder | Best for cast iron (nickel rods) | 100–300 |
| Angle Grinder | Clean cracks and prep surfaces | 50–150 |
| Wire Brush/Sandblaster | Remove rust and carbon buildup | 20–200 |
| High-Temp Paint | Protect post-weld | 10–20 |
| Infrared Thermometer | Monitor preheat/cool-down temps | 30–80 |
| Clamps/Vise | Hold manifold steady during welding | 20–100 |
Pro Tip: Use nickel-based rods (e.g., Ni-99) for cast iron; ER309L wire for stainless steel.
3. Step-by-Step Welding Guide 🔧
Step 1: Remove the Manifold
- Let the engine cool completely.
- Disconnect the oxygen sensor and unbolt the manifold from the engine block.
- Remove heat shields and supporting brackets.

Step 2: Clean the Manifold
- Degrease: Soak in parts cleaner or use brake cleaner.
- Grind: Use a carbide burr or angle grinder to remove rust, carbon, and paint around the crack.
- Sandblast: For thorough cleaning (optional).
Red Flag: Residual carbon can weaken welds—clean until bare metal shines!
Step 3: Inspect for Hidden Damage
- Dye Penetrant Test: Spray fluorescent dye to reveal hairline cracks.
- Tap Test: Lightly hammer the manifold—cracked areas sound dull.
Case Study: A Subaru owner found 3 hidden cracks after a dye test.
Step 4: Prep the Crack
- V-Groove the Crack: Grind a 60–70° groove along the fracture for weld penetration.
- Drill Stop Holes: At each end of the crack to prevent spreading (1/8” drill bit).
Pro Tip: Preheat cast iron to 400–500°F with a torch to avoid thermal shock.
Step 5: Weld the Manifold
- Cast Iron:
- Preheat to 500°F.
- Weld short 1–2” beads with Ni-99 rods (DC reverse polarity).
- Peen each bead with a ball-peen hammer to relieve stress.
- Steel/Stainless:
- MIG weld with ER309L wire (argon/CO₂ gas).
- Use stitch welds (skip 1” between beads) to minimize warping.

Step 6: Post-Weld Treatment
- Cool Slowly: Wrap cast iron in a fire blanket or bury in sand for 24 hours.
- Grind Smooth: Flush welds with the manifold surface.
- Pressure Test: Block one end, pressurize with soapy water, and check for bubbles.
Step 7: Reinstall & Protect
- Reattach the manifold with new gaskets and bolts (use anti-seize).
- Apply high-temp ceramic paint (1,200°F+ rated) to prevent rust.
4. Common Mistakes to Avoid 🚫
- Skipping Pre/Post-Heating: Cast iron cracks from rapid temp changes.
- Overheating Thin Areas: Warps the manifold, causing leaks.
- Ignoring Stop Holes: Cracks will spread beyond the weld.
- Using Wrong Filler: Standard rods won’t hold under thermal stress.

5. When to Replace Instead of Weld 🛑
- Multiple Cracks: More than 3 fractures signal systemic failure.
- Severe Corrosion: Metal thickness <1/8”.
- Aftermarket Upgrades: Stock manifolds often re-crack under boost—opt for headers.
Cost Comparison:
- DIY Weld: 50–200 (materials).
- New Manifold: 150–800 (OEM vs. performance).
- Pro Welding: 200–500.
6. Alternative Fixes (Temporary)
- Exhaust Tape/Epoxy: JB Weld Extreme Heat ($10) for small cracks (lasts 6–12 months).
- Bandage Clamp: Dorman HELP! Exhaust Repair Kit ($20).
Pro Tip: Temporary fixes buy time but aren’t substitutes for welding.
7. FAQs ❓
Q1: Can I weld a manifold without removing it?
A: Possible but risky—heat can damage sensors, wiring, and nearby components.
Q2: How long will the repair last?
A: Properly welded manifolds last 3–5+ years; epoxy lasts <1 year.
Q3: Can aluminum manifolds be welded?
A: Yes, with TIG and 4043 filler rod—but aluminum cracks more easily.
Q4: Why does my welded manifold still leak?
A: Missed a micro-crack, insufficient penetration, or warping during cooling.
Q5: Is MIG or TIG better for stainless steel?
A: TIG offers cleaner welds, but MIG is faster and cheaper.
8. Free Welding Checklist 📝
[🔗 Download Your Free PDF Here]
Includes:
- Pre/post-heat temp guidelines.
- Filler rod selection chart.
- Pressure testing steps.

9. Final Tips 💡
- Practice First: Weld on scrap metal to refine technique.
- Invest in PPE: Fire-resistant jacket, gloves, and auto-darkening helmet.
- Seek Help: Join welding forums (e.g., WeldingWeb) for expert feedback.
🚘 Share this guide to help fellow DIYers silence leaks and hit the road! 🚘
Expand Your Automotive Knowledge 📝
Explore 500+ Free Expert-Curated Guides
🚗 Learn New Skills
From basic maintenance to advanced repairs — clear, actionable tutorials for every skill level.
🌍 Access Anywhere
Mobile-friendly guides with HD visuals. No downloads required.
- Guides & Tutorials
- Car Maintenance 101
- Diagnostics & Troubleshooting
- Seasonal Maintenance
- Budget-Friendly Repairs
- Electrical Systems Guide
- Car Safety & Reliability
- Tools & Product Reviews
- Routine Maintenance
- Car Modifications & Upgrades
- Buying/Selling Guides
- Eco-Friendly Car Care
- Advanced Repairs
- Car Laws & Compliance
- Emergency Repairs
- Future Car Tech